Vibrationen sind eine h?ufige Form der mechanischen Bewegung, bei der ein Objekt in der N?he seiner Gleichgewichtslage zeitlich hin- und hergehende Bewegungen ausführt. Vibrationen haben auch eine sch?dliche Seite: Bei Dreharbeiten k?nnen Vibrationen dazu führen, dass die Oberfl?chenrauheit des zu bearbeitenden Werkstücks zunimmt, manchmal mit einer Textur, die nicht den Bearbeitungsanforderungen entspricht.
Gleichzeitig werden die nachfolgenden Bearbeitungen in der Regel mit der ersten Vibration von einer kontinuierlichen Vibration begleitet, so dass der gesamte Bearbeitungsprozess in jedem Arbeitsgang zu Fehlern führt, deren Anh?ufung sogar zum Verschrotten des Werkstücks führen kann.
Darüber hinaus wirken sich Vibrationen nicht nur auf die Bearbeitungsgenauigkeit und -qualit?t aus, sondern verursachen auch Verschlei? an der Maschine und den Werkzeugen, was zu Sch?den an der gesamten Drehmaschine und den Werkzeugen führen kann. Arbeiter mit umfassender Erfahrung im Bereich der Bearbeitung, die die Maschine genau kennen, werden die w?hrend der Bearbeitung erzeugten Vibrationen unterdrücken, indem sie die Bearbeitungseffizienz der Maschine opfern und die Menge der geschnittenen Teile reduzieren.
Eine weitere Vibration, die in den Drehprozess ist vor allem die Vibration des Werkzeugs, die Vibration des Werkzeugs ist leicht zu beobachten, das Werkzeug Vibration ist eine Hochfrequenz-Vibrationen, Schneiden L?rm erzeugt wird sehr gro?, sehr hart, vor allem aufgrund der Anh?ufung von Verschlei? zwischen dem Werkzeug und dem Werkstück w?hrend der Verarbeitung, so dass die Oberfl?che Reibung erh?ht, die Rolle der Reibung wird das Werkstück und das Werkzeug besch?digen, in der Werkstückoberfl?che zerkratzt feine und dichte Spuren.
Methoden zur Schwingungsd?mpfung
Um die Entstehung von Vibrationen w?hrend des Drehprozesses zu kontrollieren, sollten sowohl die Werkzeugmaschine als auch das Werkzeug berücksichtigt werden. Es ist wichtig, die Vibrationen innerhalb der Werkzeugmaschine als Grundlage zu beseitigen und menschliche Fehler im Bearbeitungsprozess sowie den falschen Einsatz des Werkstückwerkzeugs zu reduzieren, um sicherzustellen, dass die Vibrationen keine ernsthaften Sch?den verursachen. Um Vibrationen wirksam zu reduzieren oder zu beseitigen, k?nnen folgende Ma?nahmen ergriffen werden.
1) Für Hartdrehteile ist eine steifere Maschine, japanisch oder europ?isch, erforderlich.
2)Beim Einspannen des Werkzeugs sollte die Bearbeitungsreihenfolge des Werkstücks vollst?ndig berücksichtigt und die am besten geeignete Fl?che eingespannt werden, um sicherzustellen, dass das Werkzeug gleichm??ig belastet wird, um unausgewogene Kr?fte und erh?hte Biegemomente w?hrend der Bearbeitung zu vermeiden, und um das Werkzeug gut einzuspannen, um Vibrationen oder sogar Werkzeugabplatzungen w?hrend der Bearbeitung zu vermeiden.
3) Vernünftige Wahl des Werkzeugs Material und Typ, nach dem Material der bearbeiteten Teile und Verarbeitung Genauigkeit Anforderungen an das richtige Werkzeug zu w?hlen, "weiche Messer hart geschnitten" ist streng verboten, wird sowohl das Werkzeug besch?digen, sondern auch den Prozess der Vibration Gefahren zu erh?hen.
4)Die Auswirkungen der Reibung k?nnen durch eine Erh?hung der Steifigkeit des Werkzeughalters verringert werden.
5)Kontrollieren Sie die überh?ngende L?nge des Werkzeugs. Ein zu weit auskragendes Werkzeug ist für die Bearbeitung nicht f?rderlich und neigt w?hrend der Bearbeitung zum Wackeln, was auch zu Verletzungen des Bedieners führen kann�����。
6) Sch?rfen oder ersetzen Sie Messer, die schon lange in Gebrauch sind.
7) Verwenden Sie schwingungsged?mpfte Werkzeughalter oder Werkzeughalter aus Hartmetall.
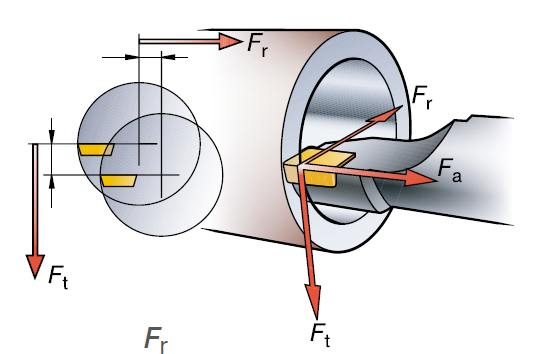
Analyse der Schnittkr?fte
Der Einfluss der Schnittkr?fte beim Innenrunddrehen
Tangentiale Schnittkraft, Ft
1)Drücken Sie das Werkzeug nach unten und von der Mittellinie weg.
2)Dies führt zu einer Verringerung des sekund?ren Heckwinkels.
1) Ver?ndert die Schnitttiefe und die Schnittdicke.
2) Verursacht Ma?abweichungen und die Gefahr von Vibrationen.
1) Verteilt sich in Richtung des Werkzeugvorschubs.
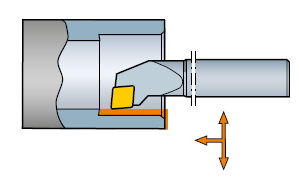
Auswahl des richtigen Hauptversatzwinkels (Eintauchen)
Auswahl des Hauptversatzwinkels (Eintauchens) und der Schnittkr?fte
W?hlen Sie einen Hauptablenkungswinkel nahe bei 90° (nahe bei 0° Einfallswinkel).
Die am h?ufigsten verwendeten Innendrehverfahren
1) Die am h?ufigsten verwendete Wendeplatte ist die diamantf?rmige C-Wendeplatte mit 80°.
2) Bohrstangen mit Hauptversatzwinkeln (Eintauchwinkeln) von 95° (-5°) und 93° (-3°) werden am h?ufigsten verwendet.
3) Die Wendeplattenformen D 55°, W 80° und T 60° werden ebenfalls h?ufig verwendet.
Die Ausgangswelle Druckplatte interne Verarbeitung: Material 20CrMnTi, Oberfl?chengüte Anforderungen Ra0,6 oder weniger, die Druckplatte geh?rt zu den dünnwandigen Teilen, die Oberfl?che oft erscheinen Schock Muster Ph?nomen, die Verwendung eines bestimmten importierten Marke Eins?tze, Verarbeitung Leben von nur fünfzig Stück obligatorische Werkzeugwechsel.
Bei der Gestaltung des Einsatzes in der frühen Prüfung der tats?chlichen Anwendung der Website Werkzeugmaschine und Werkstück Steifigkeit ist nicht genug, die Verwendung von kleinen Fasen und mit einer getrimmten Kante Design, das die Schnittkraft zu reduzieren, um die Schock-Muster zu reduzieren, und kann eine gute Oberfl?che, um die Anforderungen des Kunden zu erfüllen, w?hlen Sie eine angemessene Schnittparameter für die Prüfung, Prüfung der endgültigen Schnittkraft durch Klinge Verschlei? erh?ht die Schock-Muster, nicht die gewünschten Ergebnisse erzielen.
Aus der Analyse der Testdaten, der Einsatz Material und der Winkel der Schneide Verarbeitung ist kein Problem, und schlie?lich der wichtigste Faktor, der Vibrationen verursacht, ist die Werkzeugmaschine und Werkzeughalter Steifigkeit ist nicht genug, die ursprüngliche Werkzeughalter mit einer Stahlbasis Werkzeughalter, und überh?ngende zu lang, ist einer der wichtigsten Faktoren, die Verarbeitung Vibrationsmuster verursachen.
WSS hat Untersuchungen durchgeführt und L?sungen für dieses Problem optimiert. Durch die Bereitstellung spezieller Werkzeughalter und die Anpassung des überhangs des Werkzeughalters an die tats?chliche Bearbeitungstiefe wurden Tests durchgeführt und die Standzeit von CBN-Schneiden bei gleichen Bearbeitungsparametern (VC, fn, Ap) um 150-200 % erh?ht, wobei die Bearbeitungsergebnisse die ursprünglichen Zahlen weit übertrafen und die gewünschten Ergebnisse erzielt wurden. Durch die Optimierung des Werkzeughalters und die Erh?hung der Standzeit der Wendeschneidplatte ist auch der Preis der Wendeschneidplatte vorteilhaft und die Effizienz der Bearbeitung bleibt unver?ndert, was die Herstellungskosten erheblich senkt und die Bearbeitung effizienter und bequemer macht.