Die meisten Zahnr?der bestehen aus legiertem Stahl, und daher ist die Anpassung des Fr?sens eine gro?e Herausforderung bei der Bearbeitung von Zahnr?dern ohne W?rmebehandlung und Anlassen in automatischen Fertigungsstra?en. Wenn Zahnr?der nach der W?rmebehandlung und dem Anlassen bearbeitet werden, ist es wichtig, ein hartschneidendes CNC-Werkzeug zu w?hlen, um den Erodierprozess zu l?sen und die Bearbeitungskosten zu senken.
Die Produktivit?t des Au?endrehprozesses kann durch sinnvolle Fr?sanpassungen, effizientes Drehen von Innendurchmessern und Ringnuten, effizientes Drehen von Innendurchmessern und Flanken, maximale Produktivit?tsverbesserung beim Fr?sen des Zahndurchbruchs, Produktivit?t des Hartbearbeitungsprozesses beim Werkzeugradiuskompensationsfr?sen der Rückseite und Schlichten des Bohrungsdurchmessers, Minimierung der Bearbeitungszeit bei der sicheren und zuverl?ssigen unterbrochenen Einstechbearbeitung, sichere und zuverl?ssige Au?enschlichtbearbeitung bei der unterbrochenen Hartbearbeitung und Produktivit?t des Hartbearbeitungsprozesses bei der unterbrochenen Schlichtbearbeitung der Stirnseite und der Synchronzahnkegel beibehalten werden.
Werkzeug-Zeichnungsnummer: 065318
Bezeichnung des Werkstücks: Sonnenrad
Werkstoff des Werkstücks: 20CrNiMo
Oberfl?chenrauhigkeit:Ra1.6
Werkstoffh?rte: HRC55~60
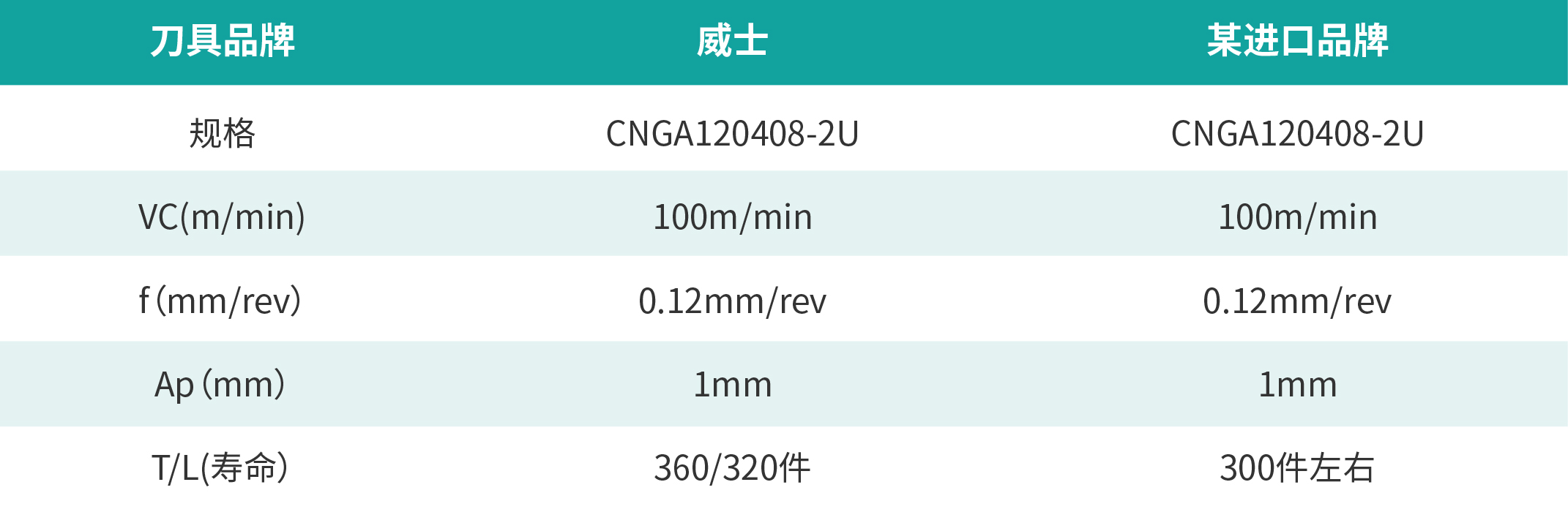
Bearbeitungsverfahren: Drehen
Bearbeitungsverfahren: Schruppdrehen der Stirnfl?che